

Cincin keramik silikon karbida hitam adalah rakitan keramik rekayasa berkinerja tinggi yang terbuat dari silikon karbida kemurnian tinggi melalui pencetakan presisi dan sintering suhu tinggi. Struk...
Lihat Detail
IKUTI KAMI:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Pahami rahasia pencetakan, sintering, dan pengendalian bentuk zirkonia dan silikon nitrida dalam satu artikel
2026-05-21
1. Proses dasar proses produksi keramik industri
Produksi keramik industri (juga dikenal sebagai keramik tingkat lanjut atau keramik rekayasa) adalah proses ketat untuk mengubah bubuk non-logam anorganik lepas menjadi komponen presisi dengan kekuatan tinggi, ketahanan aus, tahan suhu tinggi, atau sifat listrik khusus. . Proses pembuatan inti standarnya biasanya mencakup hal-hal berikut Lima tahap utama.

- Persiapan bubuk Campurkan bahan mentah dengan kemurnian tinggi secara tepat. Agar bubuk memiliki fluiditas dan kekuatan pengikatan yang baik pada pencetakan berikutnya, perlu ditambahkan pengikat organik, pelumas, dan pendispersi dalam jumlah yang sesuai. Setelah pencampuran ball mill dan pengeringan semprot berkinerja tinggi, dihasilkan bubuk butiran dengan distribusi ukuran partikel yang seragam.
- Pembentukan tubuh berwarna hijau Menurut bentuk geometris dan skala produksi massal produk, bubuk butiran ditekan atau disuntikkan ke dalam cetakan melalui cara mekanis. Metode pencetakan utama meliputi pengepresan kering dan pengepresan isostatik dingin ( CIP ), cetakan injeksi keramik ( CIM ) dan pengecoran pita.
- Pemrosesan dan pengikatan ramah lingkungan Tubuh hijau yang terbentuk mengandung sejumlah besar bahan pengikat organik. Sebelum sintering formal, harus ditempatkan dalam tungku debinding dan dipanaskan perlahan di udara untuk menyebabkan pirolisis atau penguapan (degreasing). Kekerasan benda hijau setelah pelepasan ikatan rendah dan mudah untuk melakukan pemrosesan mekanis awal seperti pengeboran dan pemotongan.
- Sintering suhu tinggi Ini merupakan langkah penting dalam mencapai sifat mekanik akhir keramik. Badan hijau yang telah dihilangkan ikatannya ditempatkan ke dalam tungku sintering bersuhu tinggi. Perpindahan massa dan ikatan terjadi antar butir. Pori-pori secara bertahap habis. Benda hijau mengalami penyusutan volume yang parah dan akhirnya mencapai pemadatan.
- Pemesinan dan inspeksi presisi Karena keramik setelah sintering memiliki kekerasan yang sangat tinggi (biasanya kedua setelah intan) dan memiliki tingkat deformasi sintering tertentu, jika ingin mencapai toleransi dimensi tingkat mikron atau kekasaran permukaan setingkat cermin, keramik tersebut harus dinyatakan dengan tegas dan diproses secara presisi melalui roda gerinda berlian dan pasta gerinda, dan akhirnya pemeriksaan kualitas yang komprehensif melalui instrumen presisi tinggi seperti koordinat tiga dimensi.
2. Perbandingan karakteristik proses antara zirkonium oksida dan silikon nitrida
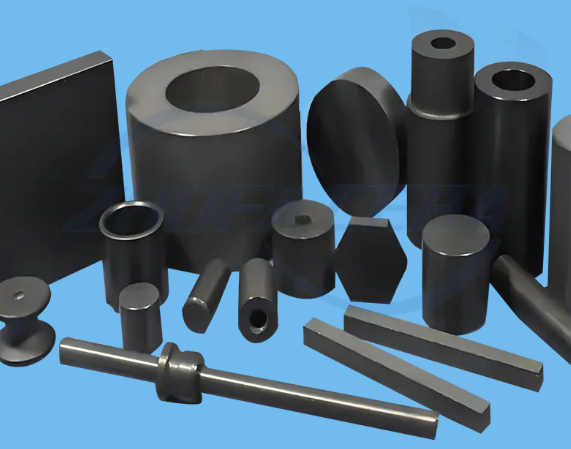
Di antara keramik struktural canggih modern, zirkonia dan silikon nitrida Dua sistem diwakili. Yang pertama adalah keramik oksida khas dengan ketangguhan dan estetika tinggi yang sangat baik; silikon nitrida Ini adalah keramik non-oksida dengan ikatan kovalen tinggi dan memiliki kinerja yang sangat baik dalam kekerasan, stabilitas guncangan termal, dan lingkungan suhu tinggi yang ekstrem. Berikut perbandingan parameter utama proses produksi keduanya.
| Dimensi proses | Keramik Zirkonia (ZrO₂) | silikon nitrida陶瓷 (Si₃N₄) |
| klasik suhu sintering Gelar | 1350°C - 1500°C Densifikasi dapat diselesaikan di bawah atmosfer udara bertekanan normal, dan biaya peralatannya rendah. | 1700°C - 1850°C Nitrogen bertekanan tinggi (1-10 MPa) harus dimasukkan untuk sintering tekanan udara guna menghambat dekomposisi suhu tinggi. |
| Kontrol penyusutan garis | 20% - 22% (besar dan stabil) Kepadatan pengepakan bubuk seragam, dan perhitungan faktor amplifikasi cetakan sangat teratur. | 15% - 18% (relatif kecil namun sangat fluktuatif) Dipengaruhi oleh kecepatan difusi dan perubahan fasa aditif fase cair, teknologi kontrol ukuran menjadi sulit. |
| Perubahan fase dan efek volume | Ada stres perubahan fase Saat pendinginan, fase tetragonal berubah menjadi fase monoklinik dengan ekspansi volume 3% -5%, dan stabilisator seperti yttrium oksida perlu dimasukkan untuk mencegah retak. | Modifikasi perubahan fasa Selama sintering, fase α berubah menjadi fase β, membentuk struktur kristal kolumnar yang saling terkait, yang secara signifikan dapat meningkatkan ketangguhan matriks. |
| Proses pencetakan arus utama | Pengepresan kering/pengepresan isostatik dingin, cetakan injeksi keramik (CIM) Bubuk ini memiliki kepadatan tinggi, fluiditas yang baik, pemadatan mudah dan produksi massal dalam bentuk khusus. | Pengepresan isostatik dingin (CIP), pencetakan Kepadatan intrinsik bubuk rendah, halus dan sulit dipadatkan, sehingga CIP bertekanan tinggi multi arah sering digunakan. |
| ��Kiat produksi pendaratan industri: Jantung industri manufaktur keramik terletak di Kesesuaian sempurna antara 'kurva suhu-waktu' dan 'kompensasi penyusutan'. Kesulitan zirkonia terutama terletak pada tahap penggilingan superkeras setelah sintering (kehilangan alat tinggi dan efisiensi rendah); sedangkan penghalang inti silikon nitrida terletak pada tekanan udara bersuhu sangat tinggi yang ketat/proses sintering pengepresan isostatik panas dan formula rahasia alat bantu sintering untuk perpindahan massa fase cair ikatan kovalen dengan titik leleh rendah. |
Produk terkait
-
-
Batang Keramik Zirkonia adalah batang bahan keramik berkinerja tinggi, terutama terbuat dari zirkonium oksida, dengan kekuatan mekanik dan stabilitas kimia yang sangat baik. Ini menunjukkan kekeras...
Lihat Detail -
Lembaran keramik zirkonia biru adalah komponen presisi yang terbuat dari keramik zirkonia canggih. Mereka diwarnai dengan kobalt, besi atau tembaga untuk membentuk warna biru. Warna ini tidak hanya...
Lihat Detail -

Pin keramik zirkonia biru ini terbuat dari bahan keramik zirkonia canggih, memberikan daya tahan dan kinerja yang sangat baik. Keramik zirkonia dikenal karena kekuatannya yang tinggi, ketahanan aus...
Lihat Detail -
Zirconia Ceramic Gear terbuat dari bahan keramik zirkonium oksida, yang memiliki kekuatan tinggi dan kekerasan tinggi. Sifat material ini memungkinkannya secara efektif menahan keausan selama prose...
Lihat Detail -
Rel Panduan Keramik Zirkonia adalah komponen mekanis presisi berkinerja tinggi yang terbuat dari bahan keramik zirkonium oksida. Karakteristik intinya berasal dari sifat fisik dan kimia keramik zir...
Lihat Detail -
Pin Pencari Lokasi Keramik Zirkonia adalah elemen pemosisian presisi tinggi yang terbuat dari bahan keramik zirkonium oksida canggih dengan sifat fisik dan kimia yang sangat baik. Karakteristik uta...
Lihat Detail -
Cincin Keramik Zirkonia adalah produk keramik berperforma tinggi yang terkenal dengan sifat fisik dan kimianya yang sangat baik. Ini memiliki kekerasan dan kekuatan yang sangat tinggi, dengan keker...
Lihat Detail -
Lembaran keramik zirkonia telah menjadi komponen inti fungsional di berbagai bidang berkat sifatnya yang unik. Dengan kekuatan lentur sebesar 900–1200 MPa dan ketangguhan patah sebesar 6–10 MPa・m¹/...
Lihat Detail -
Zirconia Ceramic Strip adalah bahan strip yang terbuat dari keramik zirkonium oksida berperforma tinggi dengan sifat fisik dan kimia yang sangat baik. Ini memiliki kekerasan dan kekuatan lentur yan...
Lihat Detail -
Wafer keramik zirkonia adalah produk representatif di bidang keramik struktural berkinerja tinggi. Dibandingkan dengan keramik alumina tradisional atau bahan logam, keunggulan kinerja komprehensifn...
Lihat Detail -

Zirkonia Keramik Plunger adalah komponen berkinerja tinggi yang dirancang untuk lingkungan industri yang keras. Dibandingkan dengan produk penyedot keramik atau logam serupa, produk ini menonjol ka...
Lihat Detail

-
Tautan Cepat
Rumah Produk Tentang Kami Layanan Teknologi Berita Hubungi Kami -
Produk
Bagian Struktur Keramik Keramik Zirkonia Keramik Alumina Keramik ZTA Keramik Silikon Nitrida Keramik Silikon Karbida Bagian Cetakan Injeksi Keramik -
Tentang Kami
Tur Pabrik Kehormatan Pertanyaan Umum -
Informasi kontak
+86-188 8878 5188zf@zfcera.comNo.1, Jalan Xinggong, Taman Industri Anchang, Distrik Keqiao, Kota Shaoxing, Provinsi Zhejiang, Cina -
Ada apa

Hak Cipta © Zhejiang Zhufa Presisi Keramik Technology Co, Ltd. Semua Hak Dilindungi Undang-undang.
Produsen keramik presisi Cina
pemasok keramik presisi grosir
