

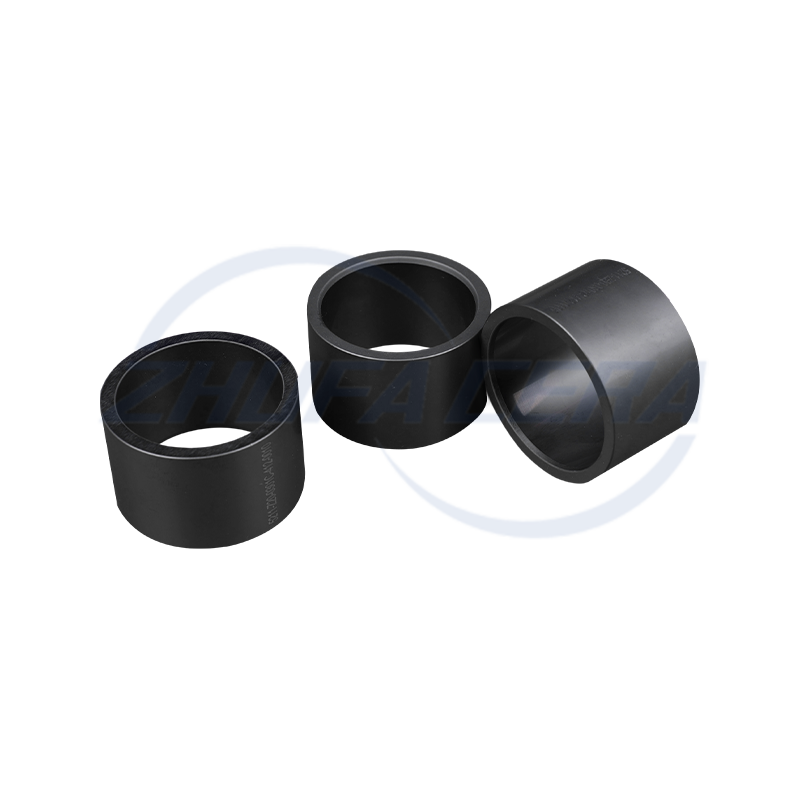
Cincin keramik silikon karbida hitam adalah rakitan keramik rekayasa berkinerja tinggi yang terbuat dari silikon karbida kemurnian tinggi melalui pencetakan presisi dan sintering suhu tinggi. Struk...
Lihat Detail
IKUTI KAMI:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Panduan Pemilihan Keramik Industri | Pengepresan Kering vs. Pengepresan Panas, Bagaimana Cara Memilihnya dengan Tepat?
2026-04-14
1. Analisis penuh terhadap dua prinsip proses utama dan karakteristik inti1. Cetakan tekan kering: pilihan standar untuk produksi massal yang efisien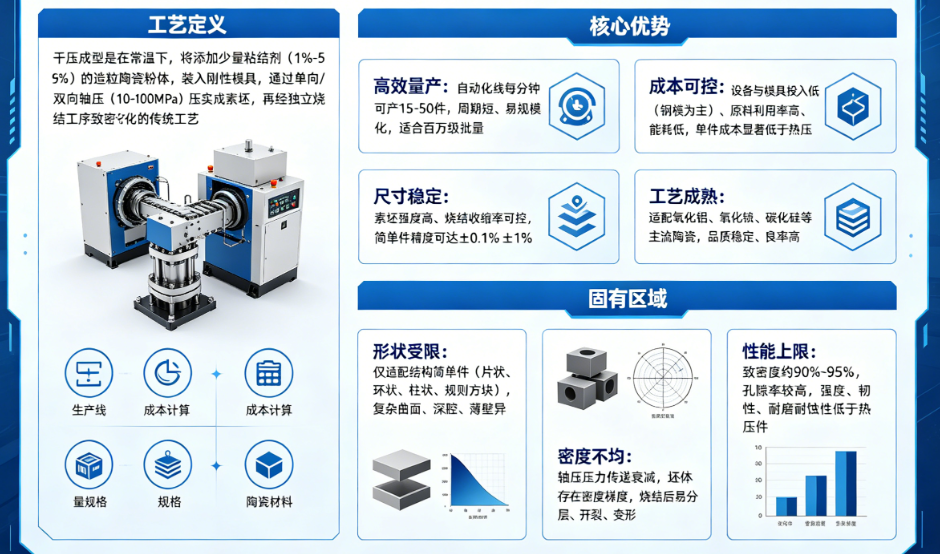 2. Pembentukan pers panasdefinisi proses Pengepresan panas adalah Pencetakan dan sintering terintegrasi Teknologi canggih: masuk Suasana vakum/pelindung , masukkan bubuk ke dalam cetakan tahan suhu tinggi (terutama grafit), dan aplikasikan secara bersamaan Suhu tinggi (1400-2200 ℃) Tekanan tinggi (20-40MPa) , bubuk dengan cepat dipadatkan dalam aliran termoplastik, dan keramik dengan kepadatan hampir penuh terbentuk dalam satu langkah. 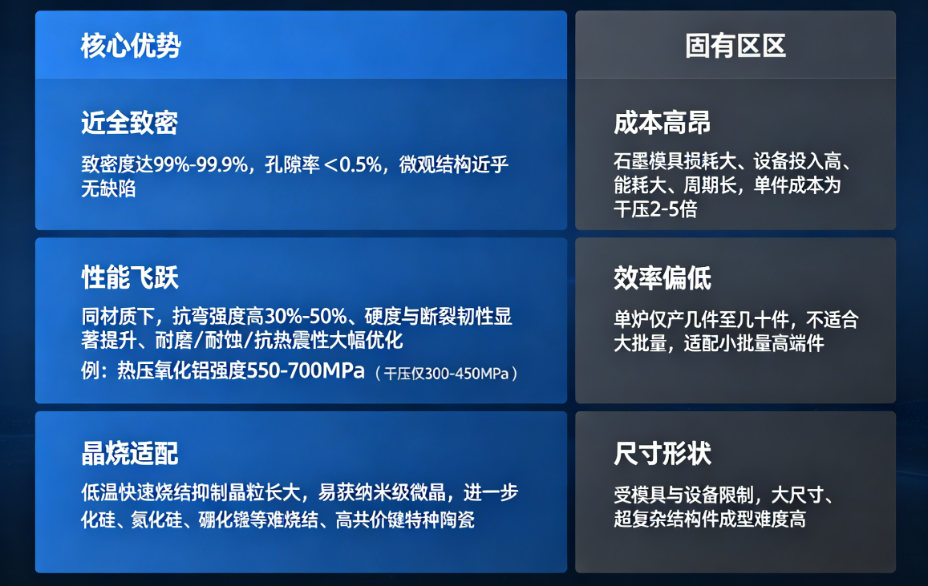 2. Pengepresan Kering vs Pengepresan Panas: Tabel Perbandingan Dimensi Inti
3. Lima dimensi penilaian inti untuk keputusan seleksi1. Lihatlah persyaratan kinerja produk (keputusan utama)Pilih pengepresan kering: skenario industri umum, persyaratan sedang Kekuatan, ketahanan aus, isolasi, tidak ada suhu tinggi yang ekstrim/tekanan tinggi/korosi kuat/dampak tinggi . Contoh: bushing mekanis biasa, gasket isolasi, cincin penyegel konvensional, bagian struktural semikonduktor. Pilih pengepresan panas: skenario kinerja ekstrem, persyaratan Kekuatan sangat tinggi, ketangguhan tinggi, porositas mendekati nol, ketahanan aus dan korosi yang sangat tinggi, ketahanan mulur suhu tinggi . Contoh: komponen luar angkasa, alat pemotong kelas atas, nozel pengeboran minyak, suku cadang presisi mesin otomotif, pelindung antipeluru, pengisap wafer semikonduktor. 2. Lihatlah kompleksitas struktur produk
3. Perhatikan ukuran dan biaya batch produksi
4. Perhatikan sistem material
5. Perhatikan kondisi penggunaan
4. Ringkasan: Tidak ada proses baik atau buruk, adaptasi adalah yang terbaik.Memilih proses pencetakan yang tepat adalah meletakkan dasar yang kokoh bagi kinerja dan biaya produk Anda. |
Produk terkait
-
-
Batang Keramik Zirkonia adalah batang bahan keramik berkinerja tinggi, terutama terbuat dari zirkonium oksida, dengan kekuatan mekanik dan stabilitas kimia yang sangat baik. Ini menunjukkan kekeras...
Lihat Detail -
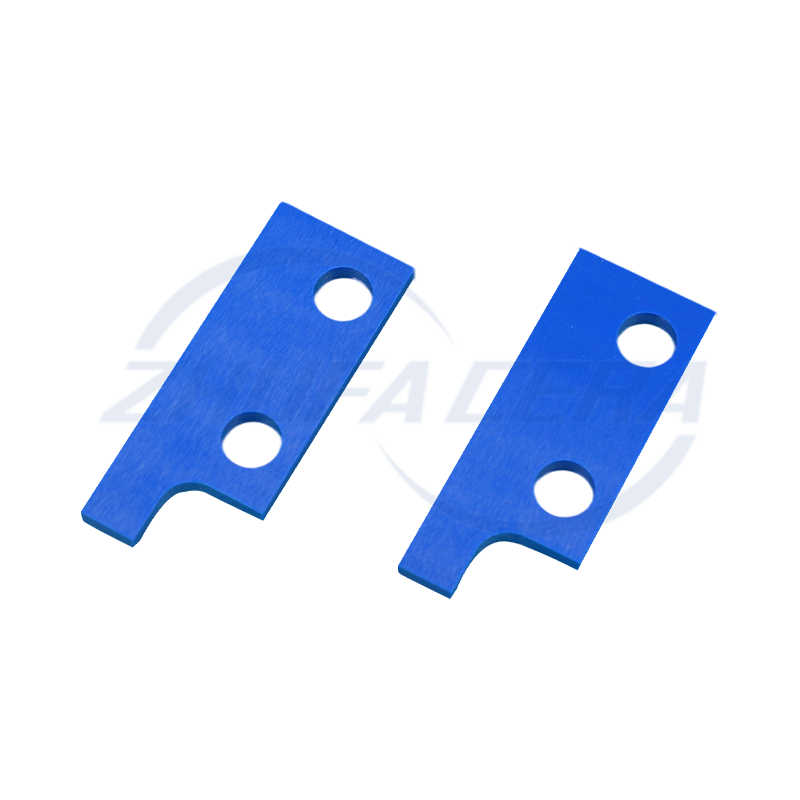
Lembaran keramik zirkonia biru adalah komponen presisi yang terbuat dari keramik zirkonia canggih. Mereka diwarnai dengan kobalt, besi atau tembaga untuk membentuk warna biru. Warna ini tidak hanya...
Lihat Detail -

Pin keramik zirkonia biru ini terbuat dari bahan keramik zirkonia canggih, memberikan daya tahan dan kinerja yang sangat baik. Keramik zirkonia dikenal karena kekuatannya yang tinggi, ketahanan aus...
Lihat Detail -
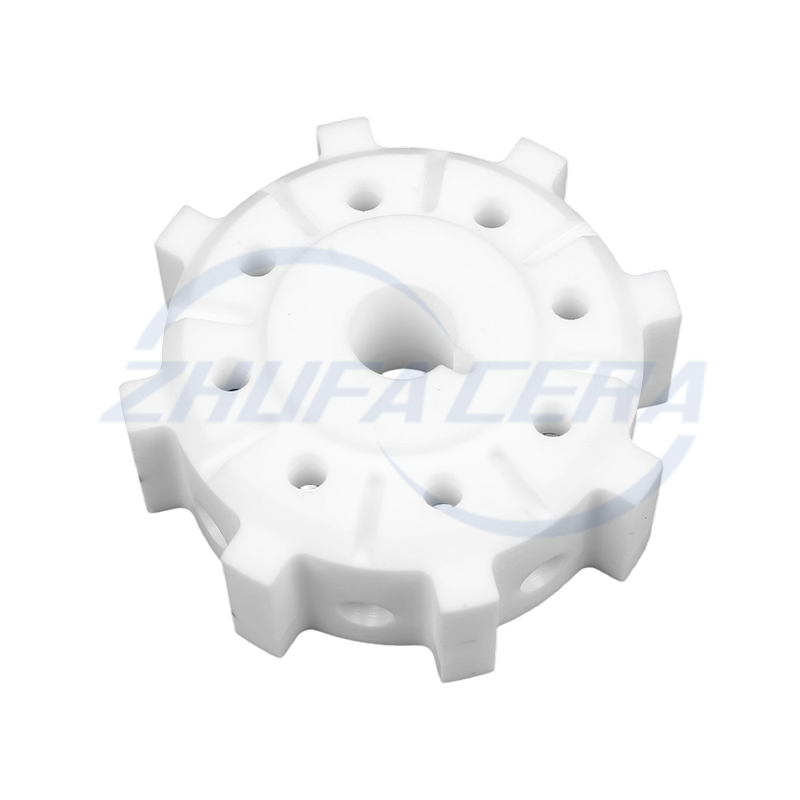
Zirconia Ceramic Gear terbuat dari bahan keramik zirkonium oksida, yang memiliki kekuatan tinggi dan kekerasan tinggi. Sifat material ini memungkinkannya secara efektif menahan keausan selama prose...
Lihat Detail -
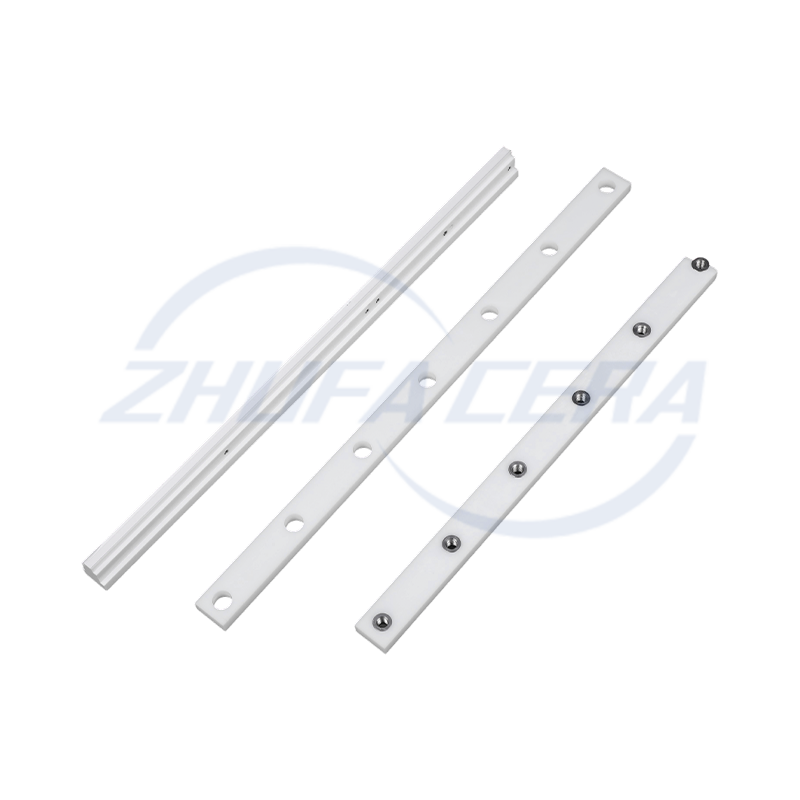
Rel Panduan Keramik Zirkonia adalah komponen mekanis presisi berkinerja tinggi yang terbuat dari bahan keramik zirkonium oksida. Karakteristik intinya berasal dari sifat fisik dan kimia keramik zir...
Lihat Detail -
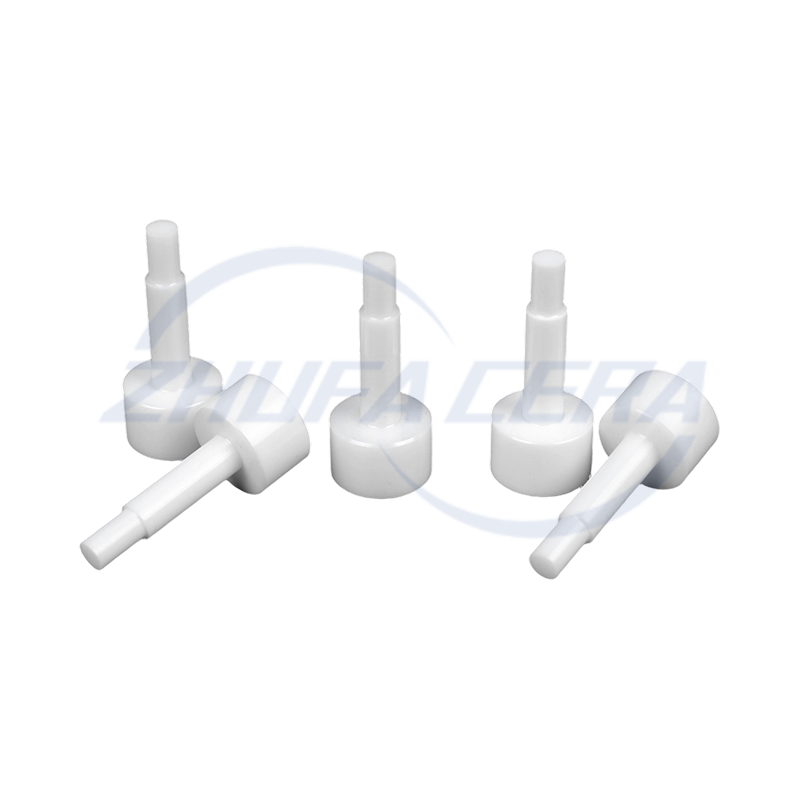
Pin Pencari Lokasi Keramik Zirkonia adalah elemen pemosisian presisi tinggi yang terbuat dari bahan keramik zirkonium oksida canggih dengan sifat fisik dan kimia yang sangat baik. Karakteristik uta...
Lihat Detail -
Cincin Keramik Zirkonia adalah produk keramik berperforma tinggi yang terkenal dengan sifat fisik dan kimianya yang sangat baik. Ini memiliki kekerasan dan kekuatan yang sangat tinggi, dengan keker...
Lihat Detail -
Lembaran keramik zirkonia telah menjadi komponen inti fungsional di berbagai bidang berkat sifatnya yang unik. Dengan kekuatan lentur sebesar 900–1200 MPa dan ketangguhan patah sebesar 6–10 MPa・m¹/...
Lihat Detail -
Zirconia Ceramic Strip adalah bahan strip yang terbuat dari keramik zirkonium oksida berperforma tinggi dengan sifat fisik dan kimia yang sangat baik. Ini memiliki kekerasan dan kekuatan lentur yan...
Lihat Detail -
Wafer keramik zirkonia adalah produk representatif di bidang keramik struktural berkinerja tinggi. Dibandingkan dengan keramik alumina tradisional atau bahan logam, keunggulan kinerja komprehensifn...
Lihat Detail -

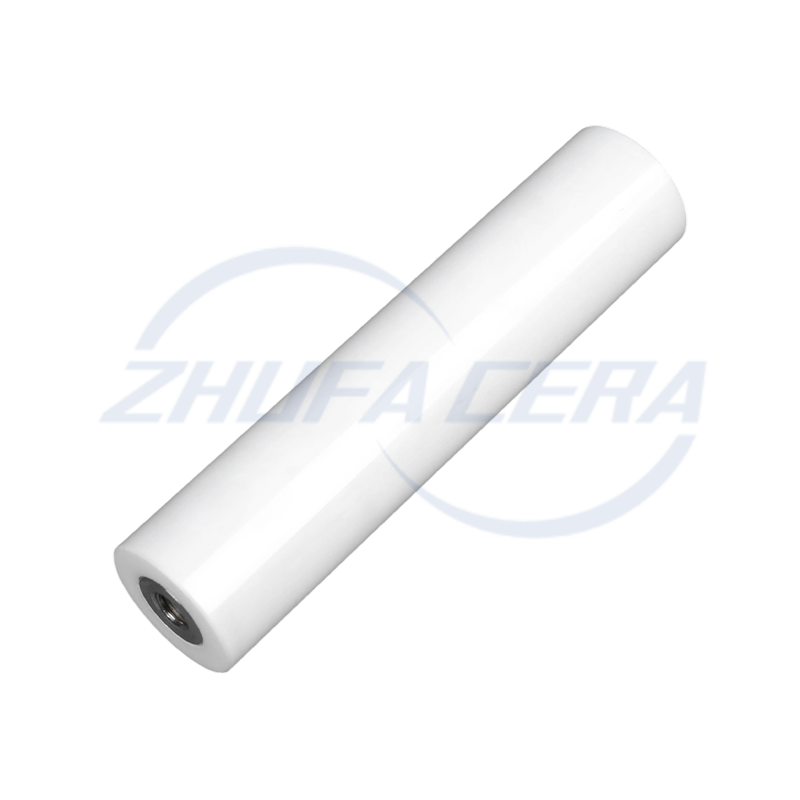
Zirkonia Keramik Plunger adalah komponen berkinerja tinggi yang dirancang untuk lingkungan industri yang keras. Dibandingkan dengan produk penyedot keramik atau logam serupa, produk ini menonjol ka...
Lihat Detail

-
Tautan Cepat
Rumah Produk Tentang Kami Layanan Teknologi Berita Hubungi Kami -
Produk
Bagian Struktur Keramik Keramik Zirkonia Keramik Alumina Keramik ZTA Keramik Silikon Nitrida Keramik Silikon Karbida Bagian Cetakan Injeksi Keramik -
Tentang Kami
Tur Pabrik Kehormatan Pertanyaan Umum -
Informasi kontak
+86-188 8878 5188zf@zfcera.comNo.1, Jalan Xinggong, Taman Industri Anchang, Distrik Keqiao, Kota Shaoxing, Provinsi Zhejiang, Cina -
Ada apa

Hak Cipta © Zhejiang Zhufa Presisi Keramik Technology Co, Ltd. Semua Hak Dilindungi Undang-undang.
Produsen keramik presisi Cina
pemasok keramik presisi grosir
